ローラーフィーダーを頻繁に使用する人は誰でも、ローラーフィーダーがパンチングマシンの実際の送りプロセス中に時々バイアス現象を有することを知っている。 いわゆるバイアス現象は、材料を搬送するときにローラフィーダが供給材料および供給材料に追従しないことである。 機械と金型はライン上を平行に移動しますが、フィーダと金型の間ではこの現象は歪んでいます。
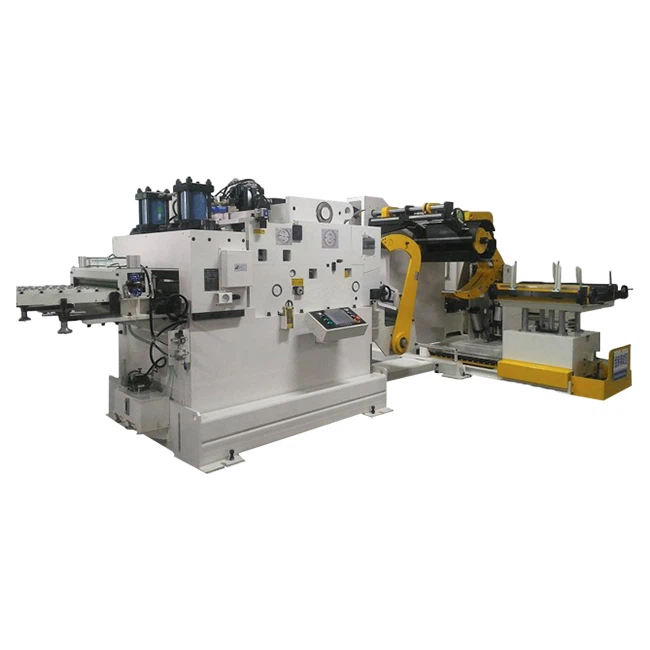
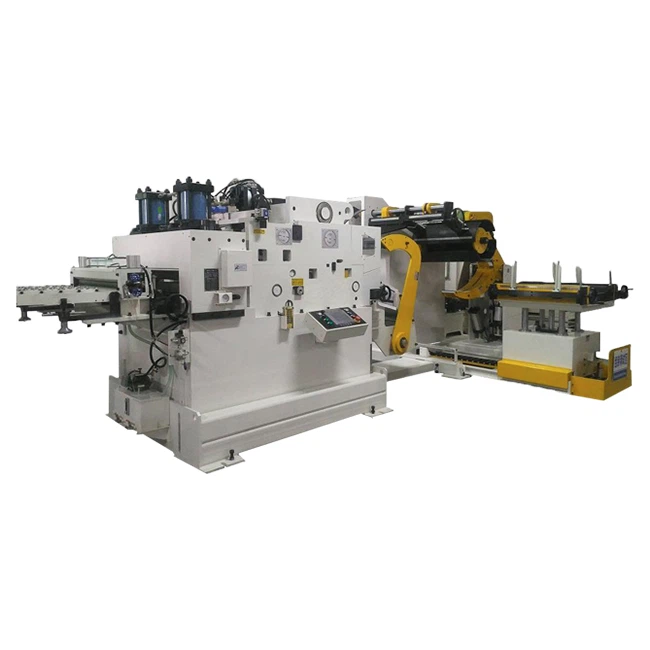
ローラーフィーダー
ローラーフィーダをパンチングマシンと共に使用して偏り現象を生じさせると、スタンプ製品の品質に影響を与えるだけでなく、パンチングマシンが誤ってパンチされそしてスタンプダイを損傷させることにもなる。 したがって、一旦バイアス現象が発生すると、ローラフィーダオペレータはそれを時間内に解決する必要がある。 基本的な解決策は、バイアス現象の原因を突き止めることです。そうすれば、通常の生産を間に合うように再開することができます。 私達の専門の技術者がローラー送り装置の偏りを説明する3つの主要な理由は詳しく説明されます:
1.ローラーフィーダの左上と右上にある左右2つの圧力調整スプリングの押し付け力が比較的大きいため、材料のたわみが生じます。 ローラーフィーダが試運転されるとき、材料が供給プロセスの間に滑らないように、上部の2つのプレススプリングは供給後にロックされるべきです。 実際の押圧では、左右の押圧バネによる押圧力が異なります。 ローラフィーダが送り出しているとき、材料はローラの圧力が比較的大きい側に移動します。 このとき、一般的な撓み現象が発生する。 解決策は非常に簡単で、両側の押し付け力が同じになるように、両側の押し付けバネの押し付け力を再調整するだけです。 押付け力は大きすぎても小さすぎてもいけません。大きすぎると素材に圧力がかかりすぎ、小さすぎると素材が滑ります。 押圧力は材料が滑らないという事実に基づいている。
図2に示すように、金型は積極的に設置されていないため、ローラフィーダと金型は90度ではなく、スキュー現象が発生する。 多くの場合、小さな金型は大トン数の打抜き機で使用する必要があります。 小さな金型の取り付けは簡単に曲げることができ、フィーダは金型と同じ列にはありません。 このとき、給餌は必ずゆがんでいる。 解決策は、金型の取り付け位置を再調整することです。
3.スタンピング製造に使用される材料自体が平らではないか、またはバリが多すぎてスキューが発生します。 ローラフィーダの2つのローラは平行に配置されており、これはレベリング機能を有していない。 材料の曲がりが大きいと、送りが斜めになります。 この時点で、認定コイルを交換するか、またはレベリング機をフィーダの前に追加することができます。 原料は内部応力に平準化されています。 それが多すぎる材料であるならば、資格のある新しい材料は取り替えられなければなりません。