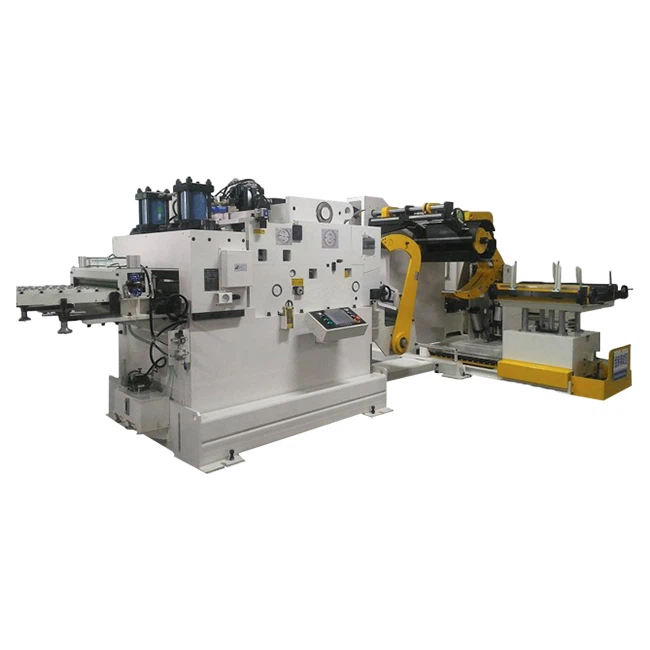
使用時はNCNCフィーダーのタッチスクリーンに設定データを入力するだけで、サーボモーターで送りローラーを正確に制御できるため、送り長さを正確に制御し、せん断サイズの精度を確保できます。 NC数値制御フィーダーをプレートハサミと併用すると、プレートが切断サイズに達したときにプレートをプレートハサミに送って切断することができ、作業効率が高く、プレート使用率が高く、安全な切断操作が可能で、怪我事故が少なくなります。そして低い人件費。 切削サイズはPLC制御システムに入力され、PLC制御システムは要求に応じて変更(周期的設定)を自動的に調整し、各切削の寸法精度を確保します。 同時に、仕様の異なるせん断サイズを入力(セグメント数を設定)することで、長さの異なる材料のせん断を1回の操作で完了できるため、作業効率が大幅に向上します。
NCフィーダーとプレートシャーの作業フロー:サポートフレームを介してフィーダーにカットする金属プレートを導入し、NCフィーダーのタッチスクリーンでカットするプレートのサイズを設定し、カットシーケンスに従ってnサイズを設定します。 [自動]をクリックします。 このとき、PLC制御システムがサーボモーターを制御して動作し、送りローラーを駆動して同期ベルトプーリードライブを介して回転させ、金属板が板せん断に向かって移動します。 金属板が鋏のはさみの下に移動すると、送りローラーが止まり、はさみが落ち、凹凸のあるヘッドが平らになります。 はさみが頭を切り上げて上昇した後、PLCは送りローラーを制御して再び回転させます。必要な送り長さに達すると、送りサーボモーターが動作を停止し、プレートのせん断が切断されます。 最初のせん断後にはさみがリセットされると、PLC制御システムが再び制御信号を送信し、サーボモーターが作動します。 せん断時間に達するか、尾鉱のあるプレートがせん断サイズの要件を満たすことができなくなるまで、上記のプロセスを繰り返します。
上記の改善により、本来の複雑な操作工程が自動化され、オペレーターの負担が軽減され、切削精度が向上するだけでなく、効率も大幅に向上します。 この一連の改善スキームは満場一致で賞賛されています。